

新闻媒体
News Media
高效连铸中间包耐火材料的应用(二)
2025-07-23
2 滑块中间包负压烘烤和引流棒应用
2.1 上水口现状
定径水口材质为锆质耐火材料或内镶锆质外套高铝质复合材料1-3。其在浇注前须充分烘烤,否则浇注时有开浇引流及炸裂的危险。目前中间包定径水口的烘烤主要依赖于中间包耐材烘烤过程中的煤气火焰,但受限于热量上溢及煤气火焰不能贯穿水口的影响,只有少部分得到完全烘烤,烘烤效果并不理想。 开浇引流、水口体裂及炸裂后所引起的水口渗钢、穿漏事故时有发生,连铸中间包使用寿命难以提高。 现有中间包翻包后钢柱为结瘤状,便用寿命短,且扩径较方明显。烘烤之前加人引流砂, 由于上水口无法烘烤到位,引流砂完全覆盖住了上水口,中间包烘烤大夫无法穿透下滑块,造成上水口烘烤效果差,存在水口掉块,炸裂等问题。
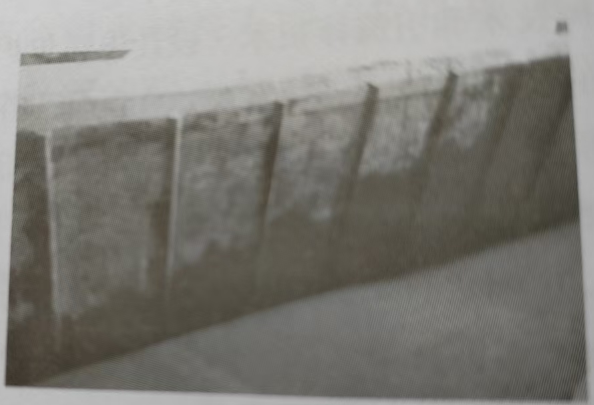
on site situation of tundish inner lining with steel reinforcement
2.2 负压烘烤应用
中间包定径水口负压烘烤器如图3所示。在中间包耐材烘烤的过程中可以同步实现对定径水口的烘烤,无需另外加装煤气烘烤器,烘烤强度易于调节,升温均匀,烘烤效果较好;浇注前中心温度最高可达850℃,极大地减少了中间包开浇引流频次及水口炸裂的危险,满足了炼钢的生产需要、解决水口掉块、炸裂问题,提高上水口烘烤效果
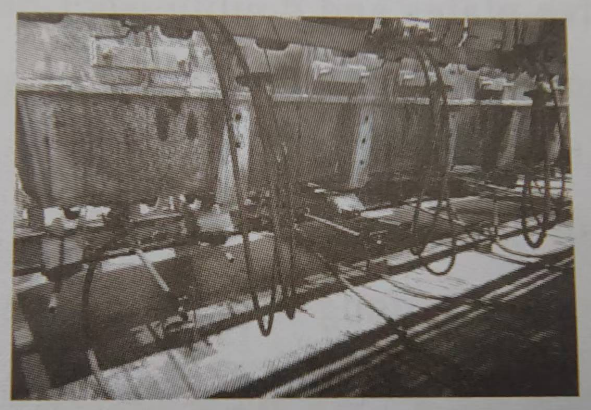
Picture 3 Application of negative pressure baking for tundish sizing nozzle
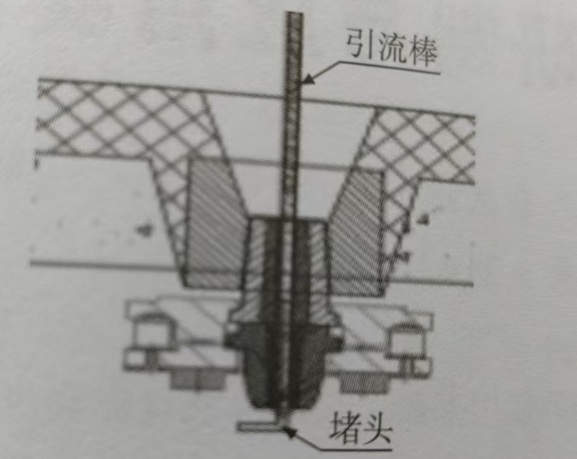
2.3 引流棒应用
为解决开浇下流问题,使用引流棒。引流棒制做采用纸质外壳,两端用纸团塞堵。规格尺寸长1000mm,
外径15.7 mm,壁厚1.5 mm,内部填充400mm引流砂(氧化铬含量大于32%)和600mm硅铁合金(合金粒度3~6mm,
硅含量75%~80%)。引流棒安装烘烤中间包之前,将上水口及座砖内的杂质清理干净。开浇前关闭中间包烘烤器,
摘掉负压装置,再次吹扫中间包上水口,清除内部杂质。将引流棒塞入下滑块与上水口内,用堵头堵住下滑块锆芯,
,如图4所示。引流外纸壳在中间包内燃烧后,硅铁、引流砂散落在水口内,起到引流的作用。开浇操作后拿掉下滑块内
块内的堵头, 引流砂和钢水自动流出, 实现自动开浇。
Picture 4 Schematic diagram of diversion rod usage
上一页:
下一页:
■
■
MESSAGE
在线留言

